

更新时间:2025-02-07 20:01:37 浏览次数:9 公司名称:聊城 鑫泽金属制品有限公司
| 最小起订 | 10公斤 |
|---|---|
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 碳钢合金等 |
| 产品品牌 | 冷拉六角钢 |
| 产品规格 | S6-S80 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 可定制 |
| 产品型号 | 根据需求 |
| 可售卖地 | 轻工 |
| 产品重量 | 根据需求 |
| 产品颜色 | 油亮发黑 |
| 质保时间 | 冷拉处理 |
| 外形尺寸 | 六角钢型 |
| 适用领域 | 轻工农机械制造 |
| 是否进口 | 否 |
| 质量认证 | 精密冷拔 |
| 产品功率 | 机械制造领域 |
| 工作温度 | 各种制造领域 |



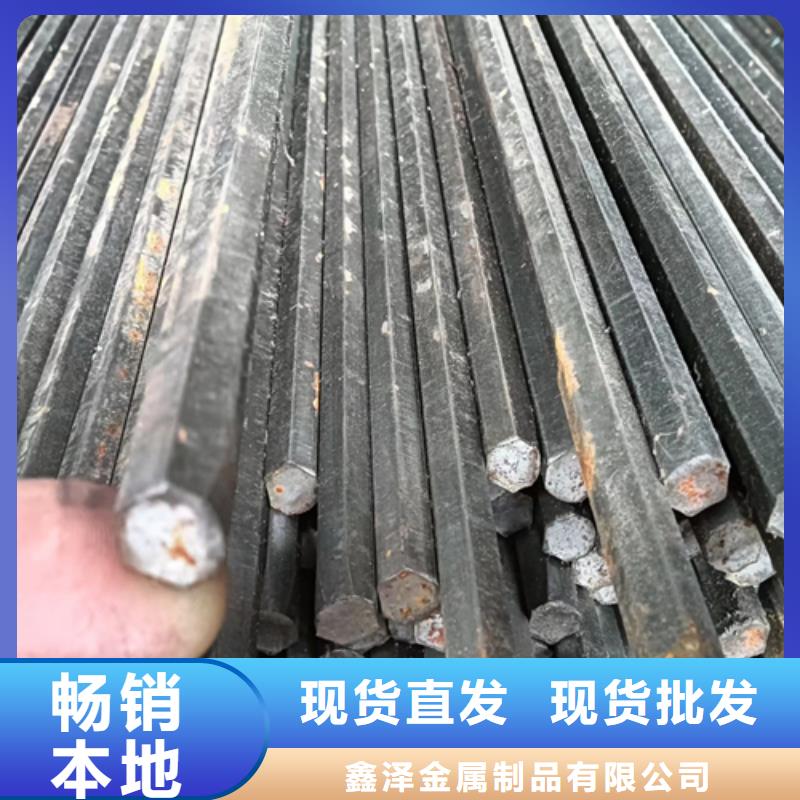
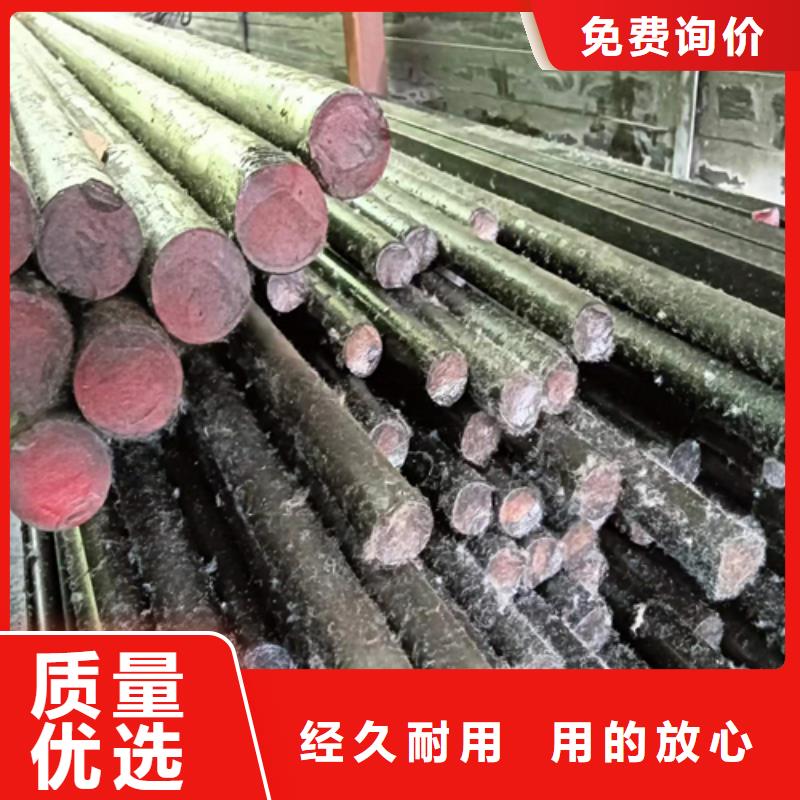
是生产冷拔扁钢、冷拔方钢、冷拔六角钢以及各种复杂断面异型钢的专业厂家。下面由专家来给大家解析一下如何区分冷拉、冷拔、冷轧、冷镦?1、冷拉:冷拉是在常温条件下,以超过原来钢筋屈服点强度的拉应力,强行拉伸钢筋,使钢筋产生塑性变形以达到提高钢筋屈服点强度和节约钢材为目的。2、冷拔:是材料的一种加工工艺,对于金属材料,冷拔指的是为了达到一定的形状和一定的力学性能,而在材料处于常温的条件下进行拉拔。冷拔的产品较之于热成型有:尺寸精度高和表面光洁度好的优点。3、冷轧:用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退火线。轧硬卷重一般在6~13.5吨,钢卷在常温下,对热轧酸洗卷进行连续轧制。内径为610mm。4、冷墩与冷挤压基本上是同样条件的变形加工,但在操作方式上是不一样的。冷墩属于较小型工件的锻造变形,常用于紧固件工业。而冷挤压则属于较大型工件的挤压变形,用途较广泛。冷镦也是冷挤压的一个分枝,它是将其同时在几个工位上进行,中间加入机模手的传递或是上模的换位实现工件在短时间的多次挤压变形,同时它还具有一些冷挤压所不具备的高速打击能力,这样就使冷镦机在同样动能下使体积进一步减小。
 连云港Q235冷拔六角钢-客户都认可
连云港Q235冷拔六角钢-客户都认可
目前冷拔方钢质量有所下降,下游终端采购力度持续疲软,市场表现较为平淡。现出货多是以前库存,目前商家并没有大量进货打算,库存基本处在低位,可售资源有限。现在冷拔方钢坯紧张造成大部分商家中小规格冷拔方钢缺货严重,但是石家庄地区部分商家表示目前还没有缺货现象,原因是自己库存尚且充足。山东鑫泽金属冷拔六角钢、方钢、扁钢、圆钢、光圆、椭圆钢、半圆钢、三角圆钢、异型钢等。山东鑫泽金属冷拔六角钢、方钢、扁钢、圆钢、光圆、椭圆钢、半圆钢、三角圆钢、异型钢等。近日虽有部分冷拔方钢厂降价,但如今市场行情使得商家目前还未有跟跌打算,论及后市看法商家表示目前市场比较乱后市不好说。预计短期内本地冷拔方钢市场以弱稳为主。市场价格稍有下跌。从市场了解到,虽然近期央行降准信息发布,但对钢材市场仍旧有限,并没有因这次降准而大涨,山东鑫泽金属冷拔六角钢、方钢、扁钢、圆钢、光圆、椭圆钢、半圆钢、三角圆钢、异型钢等。加之当前下游资金吃紧,致使短期内本地市场需求很难有所改善,贸易商对于后市仍旧保持看空为主。另外,今日永刚、沙钢发布新一期调价政策,双双下调方矩冷拔方钢出厂价格,致使市场心态更加悲观,预计短时间内上海建筑冷拔方钢市场价格或继续下调为主。
 连云港Q235冷拔六角钢-客户都认可
连云港Q235冷拔六角钢-客户都认可
 鑫泽金属制品有限公司
鑫泽金属制品有限公司

冷拔六角钢制造出了普遍适合与许多大型建筑和工业上的六角钢,他的表面十分光滑,精准度也非常高,形状可以根据厂家们想法来制作出不同的冷拔六角钢。市场上每个人的需求都是不一样的,厂家们能依旧不一样的需求来对六点刚进行冷拉,这样生产出来的产品就可以满足市场需求。但是厂家们在进行冷拉的过程中,在进行冷拉的过程中技术含量非常高,生产技能非常精巧,这样就可以使制造出来的六角钢差错非常小,精准度能达到很高的程度。冷拔六角钢变形区内的流动和变形是不均匀的,其主要原因是接触摩擦的影响所致,摩擦越大,水平流速便越不均匀,其中同横截面上,相邻不同高度的两层面上质点间的流速差越大,则变形就越大。另外变形区的形状系数对冷拔六角钢断面高向上的变形分布情况影响很大,党轧件相对较薄时,压缩变形将深透到轧件中心,出现中心层变形比表层大的现象,当轧件相对较厚时,随着变形区形状系数的减小,外端对变形过程的影响变得突出,压缩变形难以深入到轧件中心,只限于表层附近区域发生塑性变形,出现表层的变形比心部大的现象。当厚冷拔六角钢时,某些合金的热轧头几道次的变形量较小,加之摩擦大,容易出现粘辊,因而导致轧件头部张嘴,严重时还会缠辊。实际冷拔六角钢生产中会出现轧件不能顺利被轧辊咬入,致使轧制过程停止,以及咬入角不合理引起板材塑性变形不均匀的情况,不仅降低了生产效率,而且产品易存在质量问题,这是因为咬入并轧制的过程是一个不稳定过程,当咬入的时候,变形区的几何参数,运动学参数都是变化的,所以咬入角即轧辊与轧件接触部分所夹的中心角是轧制过程中一个极其重要的影响因素,合理的咬入角应当在15度到20度之间,且当轧辊半径相同时,咬入角随压下量呈抛物线形增长。